






Il processo
La zincatura a caldo è un trattamento superficiale al quale vengono sottoposti i manufatti in acciaio che necessitano di una efficace protezione anticorrosiva.
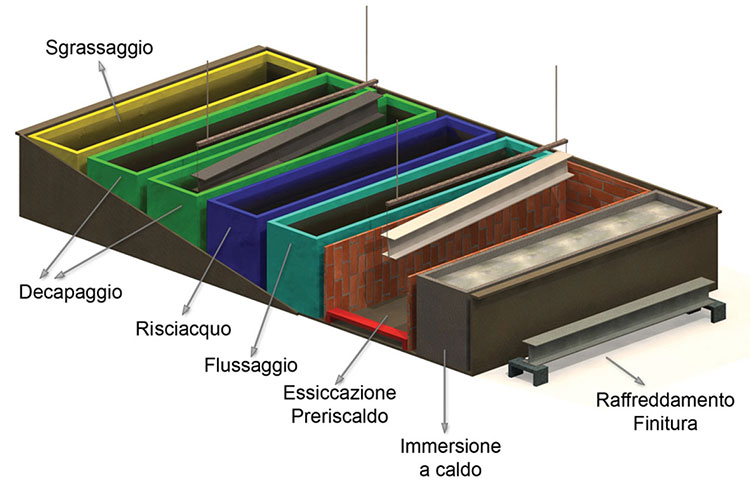
A differenza dei tradizionali rivestimenti anticorrosione che ricoprono passivamente il metallo, la zincatura a caldo si ottiene mediante immersione del manufatto in un bagno di zinco fuso a 440-450°C, realizzando una fusione chimico-metallurgica fra acciaio e zinco, capace di resistere a lungo sia alla corrosione sia alle sollecitazioni di tipo meccanico. Il processo si svolge seguendo delle fasi operative ben definite e nel seguito descritte:
PREPARAZIONE
I materiali vengono appesi mediante filo di ferro e/o catene/attrezzature alle travi “portapezzi” per consentire la loro movimentazione lungo tutto il processo produttivo.
SGRASSAGGIO
Consiste nell’eliminazione di olio e grassi dalle superfici dei manufatti mediante immersione in soluzione sgrassante acida, addizionata di tensioattivi.
DECAPAGGIO
Permette l’eliminazione ruggine, calamine, residui di lavorazioni, vernici a sola base d’acqua, mediante immersione in soluzioni acquose di Acido Cloridrico (HCl).
LAVAGGIO
Dopo il decapaggio consente l’eliminazione dei residui acidi, delle precedenti lavorazioni, mediante immersione e risciacquo in acqua.
FLUSSAGGIO
Immersione dei manufatti in soluzione acquosa di Cloruro di Zinco e Cloruro di Ammonio.
PRERISCALDO
Al fine di ridurre lo shock termico al momento dell'immersione nella vasca di zincatura e di permettere l’essicazione del film di sali di flussaggio, i manufatti vengono riscaldati in forno di preriscaldo a circa 110-120°C.
ZINCATURA
Consiste nell’immersione dei manufatti in bagno di zinco fuso a temperatura controllata di 440-450°C.
RAFFREDDAMENTO
Raffreddamento naturale in aria a temperatura ambiente oppure in acqua mediante immersione in apposita vasca.
SCARICO E FINITURA
Distacco dei materiali dai telai portapezzi, controllo qualità ed infine imballo.