






The Process
The so-called Hot-Dip Galvanizing treatment is carried out on the surface of steel fabrications which need strong and effective protection against corrosion.
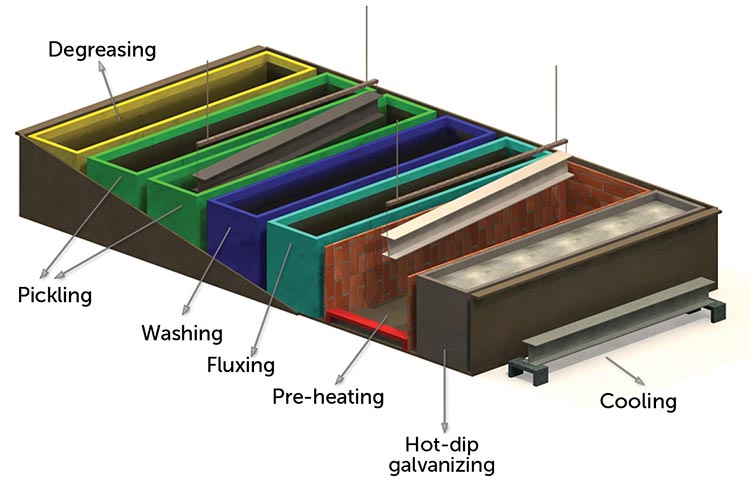
Unlike the traditional anticorrosive coatings which only cover the metal surface by passive protection, hot-dip galvanizing is carried out by dipping steel products into a molten zinc bath at 440° C, which causes a metallurgic fusion between steel and zinc, able to resist to corrosion and to mechanical stresses for a long time. The process takes place following clearly defined operational steps, as described below:
PREPARATION
The steel materials are hung by wire and/or chains and/or tackles to the holder-girder, in order to allow their handling along all the production process.
DEGREASING
It consists in removing oil and grease from the surface of the steel fabrication through dipping it in acidic degreasing solution with added surfactants.
PICKLING
it allows removing rust, calamine, processing residues, water-based paints, through dipping in aqueous solution of hydrochloric acid (HCI).
WASHING
after pickling, it allows to remove all acidic residuals from the previous processes, by dipping and rinsing in water.
FLUXING
it is the dipping of the steel fabrications in an aqueous solution of zinc chloride and ammonium chloride.
PREHEATING
In order to reduce the thermal shock due to dipping in the galvanizing bath, and to allow drying the flushing salts film, the steel fabrication is heated in a preheating oven at about 110°-120°C.
HOT-DIP GALVANIZING
It consists in dipping the steel fabrication in a molten zinc bath at a controlled temperature of 440°-450° C.
COOLING
It is the natural cooling in air at room temperature or in water by immersion in a separate tank.